Toy safety is the number one priority for parents around the world. Taking measures to conduct toy testing and maintaining compliance across various international toy safety standards shows customers in your destination market that safety matters to you too, and ultimately, that your products are suitable for all children to use and can be sold there.
API are committed to assisting all toy brands and importers with expert quality assurance solutions that address issues from the very outset of toy conception and design, to inline inspection and pre-shipment testing, all the way up to loading checks and warehouse inspection.
Deciding which third-party provider is the most suitable partner to put your products to the test can be a difficult one, but it doesn’t have to be.
We have taken the liberty of drawing up a list of frequently asked questions (FAQ) about our toy testing and quality assurance solutions that will help provide you with peace of mind before you get in touch with us.
“Which quality assurance solutions does API provide for toys?”
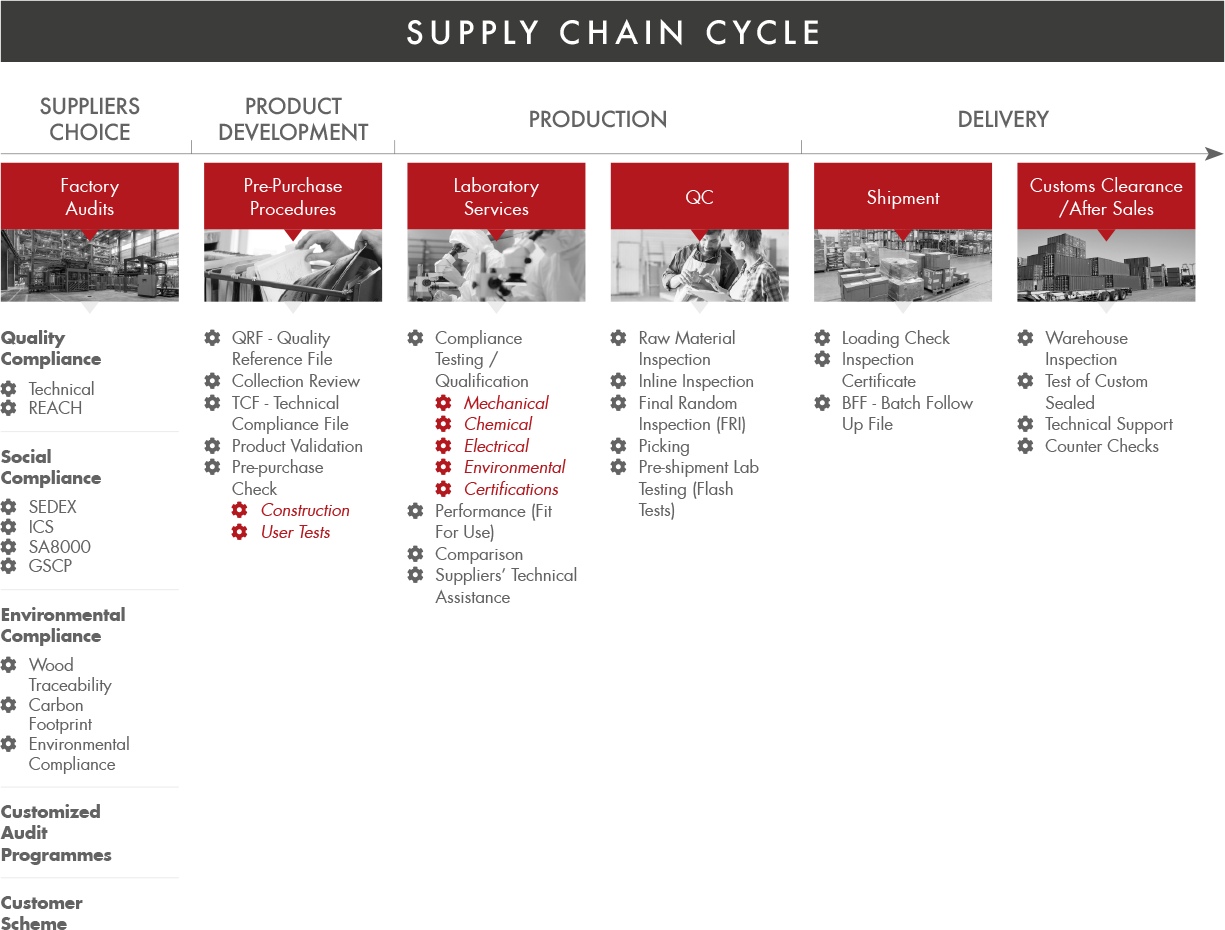
API offers coverage throughout all of the stages in your supply chain which include factory audits, laboratory testing and inspection services.
“How do I find out what risks and dangers my toys may present?”
Through comprehensive design evaluation and hazard assessments, API can help you identify potentially dangerous design features and mechanical risks from the outset. All of this can help you save on costly redesign and engineering resources related to product modification, and more serious quality and safety issues later down the line.
Furthermore, the evaluation also helps to identify all of the necessary tests that you would need to submit your product to.
“Which directives and standards does API adhere to in their toy testing and certification?”
While EN 71 and EN 62115 apply in the EU, the ISO standards for international testing and standards such as ASTM and CPSIA are valid in the USA. API helps to certify and test your toys in accordance with the requirements of your destination market, ensuring that you remain compliant no matter where your business expands to.
“What is the turn-around time for international toy tests with API?”
The turn-around time for our toy testing procedures are as follows:
- Standard: 5 days
- Express: 3 days
- Emergency: 1 day
“What compliance documentation is needed to ensure conformity of toys?”
Whether your brand is directly or indirectly affected by Directive 2009/48/EC, it is of vital importance to ensure the collection and gathering of all the necessary technical documentation needed from your manufacturer to demonstrate the conformity of the product to the applicable requirements of the TSD (Toy Safety Directive).
API’s Technical Compliance File (TCF) solution is a one process procedure that consists of 5 steps to ensure total product compliance:
“What accreditations does API hold in the toy quality space?”
API is a member of AFNOR ( Agence Francaise de Normalisation) and the Toys Standardization Committee in France.
This puts API in a unique position to update your company regarding the latest developments and discussions on toy regulations before new regulations are officially published.
We can provide you with a European Notified Body endorsed report by our French lab Albhades Provence, a member company of the Worms group.
The benefit of this is that when the Notified Body is convinced of a product’s compliance, it issues a certificate of conformity to confirm this. Only a notified body is entitled to do so.
API was also one of the first foreign entities to officially operate inspection services in China.
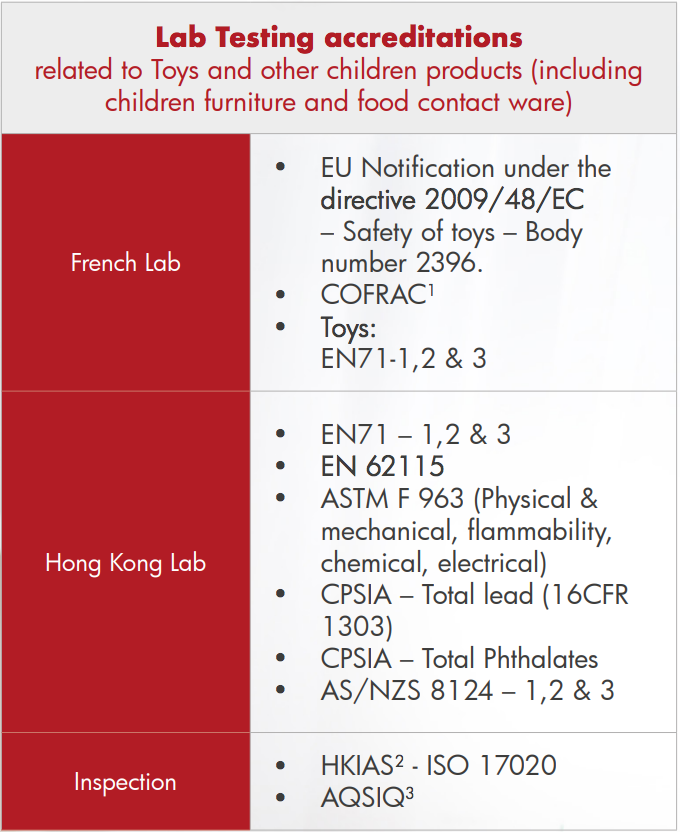
Our testing laboratories, of which we have 5 in Asia and 1 in Europe, hold the following accreditations:
“How is API uniquely positioned to provide me with the best quality assurance solutions?”
API prides itself on being able to focus on the unique issues each and every one of its clients faces by offering tailored solutions to address them.
Our team of ‘on the ground’ specialists are well-versed in a wide range of complex product categories, helping us to deliver more personalised services that include:
- Dedicated key account manager
Each client has their own dedicated key account manager to handle their quality assurance needs, keeping an open line of communication with the client at all times for added peace of mind.
- Direct contact with our laboratory specialists
When urgent decisions need to be made, having real-time information from the experts conducting your testing can help you avoid any costly delays. This is a service not usually provided by other quality assurance providers.
- Assistance when you need it
Get in touch with your dedicated key account manager any time during Asian business hours on weekdays. Should you require further technical assistance, our experts are standing by to answer your queries within 24hrs, regardless of when you need them.
Do you have any other toy testing queries you’d like us to answer?
Feel free to contact us or simply leave a comment below and we’ll get back to you as soon as possible.
 To minimise the possibility of heavy metal migration in toy manufacturing, the EU has tightened the regulations of toy quality control. Testing according to the revised EN71-3 standard includes 19 elements and the migration limits have been revised. The update has divided toys into three categories:
To minimise the possibility of heavy metal migration in toy manufacturing, the EU has tightened the regulations of toy quality control. Testing according to the revised EN71-3 standard includes 19 elements and the migration limits have been revised. The update has divided toys into three categories:

 As a quality manager who is responsible for producing toys you know that where quality is concerned the stakes are sky-high.
You need to know that toys adhere to the demands of every test they might face when being exported globally to markets with different demands.
At API, our quality inspectors and laboratories follow a comprehensive set of 8 toy quality testing steps (built through decades of experience) that helps quality managers effectively manage quality right from the outset.
This article will take a brief look at
As a quality manager who is responsible for producing toys you know that where quality is concerned the stakes are sky-high.
You need to know that toys adhere to the demands of every test they might face when being exported globally to markets with different demands.
At API, our quality inspectors and laboratories follow a comprehensive set of 8 toy quality testing steps (built through decades of experience) that helps quality managers effectively manage quality right from the outset.
This article will take a brief look at  Raw material quality control is paramount in helping to prevent product failure and ensuring a consistent level of quality that you and your customers expect.
Making sure that players in your supply chain are continuously subjected to testing of raw materials being used in your toy production, or when they decide to switch suppliers, verifies that the materials are at the level of quality you’re paying for and that no toxic elements such as lead and cadmium finding their way into your finished product.
Complying with chemical restrictions in raw materials laid out by the EU and US chemical content regulations such as REACH,
Raw material quality control is paramount in helping to prevent product failure and ensuring a consistent level of quality that you and your customers expect.
Making sure that players in your supply chain are continuously subjected to testing of raw materials being used in your toy production, or when they decide to switch suppliers, verifies that the materials are at the level of quality you’re paying for and that no toxic elements such as lead and cadmium finding their way into your finished product.
Complying with chemical restrictions in raw materials laid out by the EU and US chemical content regulations such as REACH, 



 through human labour.
through human labour.

 nd this tool should be inclusive of all levels of employees for creative and productive inputs.
nd this tool should be inclusive of all levels of employees for creative and productive inputs.

 The premise of every RCA can be defined as this;
The premise of every RCA can be defined as this;
 Correct the problem and confirm the effects – Based on the findings of the above steps, you will need to ensure that the cause of the problem is removed and you will then need to supervise the effects this may have on your future production process.
Prevent the problem from recurring – As the 8D technique is a continuous improvement technique, you may need to revisit and amend the management systems and/or operating systems, practices, and procedures to be sure that your root cause has been removed and the problem will not recur.
Congratulate the team – This is an important step as your team will have spent a lot of time reflecting and analysing each production step to the benefit of your brand. Acknowledge and recognise them for their efforts and thank them individually.
Correct the problem and confirm the effects – Based on the findings of the above steps, you will need to ensure that the cause of the problem is removed and you will then need to supervise the effects this may have on your future production process.
Prevent the problem from recurring – As the 8D technique is a continuous improvement technique, you may need to revisit and amend the management systems and/or operating systems, practices, and procedures to be sure that your root cause has been removed and the problem will not recur.
Congratulate the team – This is an important step as your team will have spent a lot of time reflecting and analysing each production step to the benefit of your brand. Acknowledge and recognise them for their efforts and thank them individually.

